ТЕХНИЧЕСКОЕ ЗАДАНИЕ
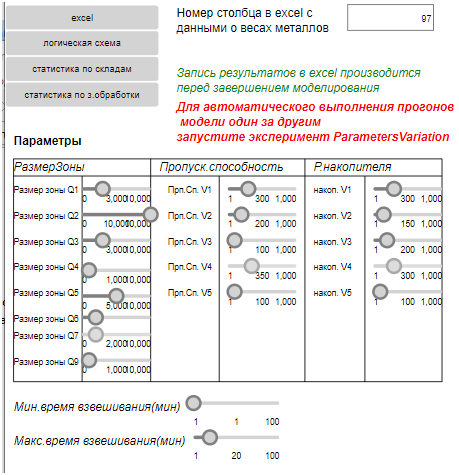
Нужно составить модель функционирования предприятия, чтобы наглядно видеть каким образом все функционирует, оптимизация складских обьемов и объема буфера при зоны обработки.
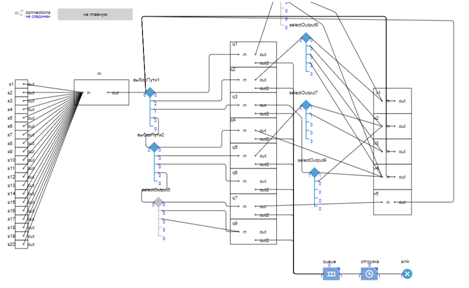
По количеству процессов она не большая : Приемка металла- Взвешивание — транспортировка в зону складирования для ожидания обработки — транспортировка в зону обработки — обработка-складирование готового метала к реализации- отгрузка металла
Я собираюсь провести анализ данных по кол-ву оборота металла за 4 года , чтобы в последующем использовать данные на модели чтобы уменьшить расходы на хранение и, соответственно, увеличить прибыль.
В первую очередь мне будет достаточно работающей модели: на входе у меня виды металла, их всзвешиваем, отправляем на склад где они ожидают обработки, потом отправляем в обработку, потом опять на хранение , и собственно отгрузка.
Складская зона одна для каждого вида метала! Например Аллюминий хранится в своей зоне, зона разбита уже готовый к реализации и ожидающий обработку.В зонах обработки имеется некий буфер в котором лежит металл который в ближайше время попадет в обработку.
Описание входного потока:
S(S1..S9) – Лом
S1 — Нержавеющая сталь
S2 – Алюминий
S2.1— Алюминий(АД)
S2.2— Алюминий Электроприбор
S2.3 –Алюминий Пищевой
S2.4 – Алюминий Радиатор
S3 – Латунь
S3.1— Латунь кусковая
S3.2 –Латунь труба
S3.3 –Латунь радиатор
S3.4-Стружка латуная
S4 – Бронза
S5 – Медь
S5.1 – Медная проволока
S5.2— Медь проволока
S5.3 – Медь блеск.
S6 – Свинец
S7 – Аккумуляторы
S8 — Браж
S9— Цинк
Зона взвешивания и сортировки :M
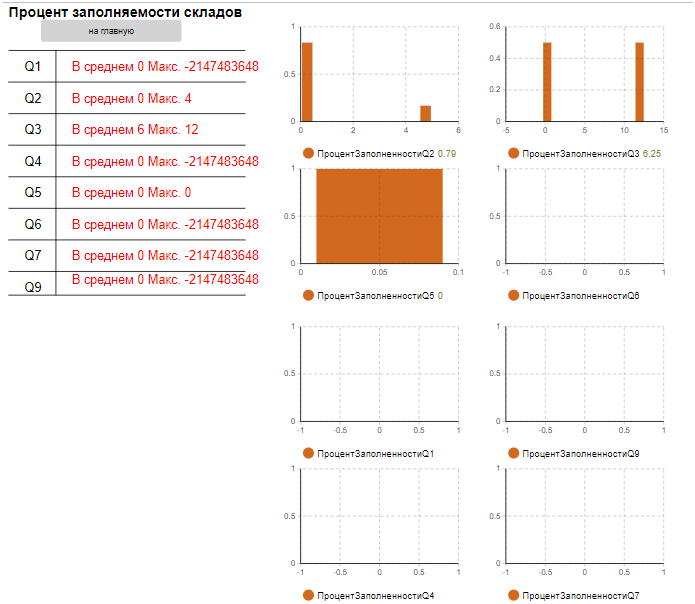
Описание зон хранения металла:
Q(Q1-Q9) – Метал готовый к отгрузке + метал ожидающий очередь на обработку(обозначается индексом 1-«Q.1» (Q1.1..Q8.1)
Q1 – Зона хранения лома нержавеющей стали
Q2 – Зона хранения лома алюминия
Q3 – Зона хранения лома латуни
Q4 — Зона хранения лома бронзы
Q5 – Зона хранения лома меди
Q6 — Зона хранения свинца
Q7 — Зона хранения АКБ
Q8 – Зона хранения лома черного металла
Q9* – Зона хранения отходов производства
«*» — не имеющая доп.зон.
Описание зон обработки :
Зона обработки металла– V
Зоны обработки:
V(V1..V5)
V0.1-Буфер при V1
V0.2-Буфер при V2
V0.3-Буфер при V3
V0.4-Буфер при V4
V0.5-Буфер при V5
V1 – Зона резки крупногабаритного метала
V2 – Зона прессовки
V3 – Зона обработки кабеля
V4 – Зона очистки лома от не металлических элементов
V5 – Зона обработки АКБ
Индексные обозначения оптимизационной модели:
P — Поставщики
Q – Индекс зоны хранения на складе
S – Индекс хранимого металла на складе
Нормативные коэффициенты затрат и стоимости:
– Стоимость 1 готовой продукции на складе Q
– Затраты связанные с закупкой и доставкой металла на склад Q
— Затраты связанные со стоемостью операции по разгрузке металла
S в зону хранения Q
– Затраты связанные с хранением тонны металла S на складе Q
– Затраты связанные со стоимостью операции по разгрузке металла S из зоны хранения в зону обработки
– Затраты связанные со стоимостью операции по хранению готовой продукции S в зону склада Q
Объемные показатели функционирования систем :
– Кол-во тонн готовой продукции S
– Кол-во тонн принятого у поставщиков
* — Кол-во тонн s металла разгруженного в зону склада Q
* — Кол-во тонн S металл находящееся на хранении в зоне склада Q
– Кол-во тонн метала S отгруженного из зоны Q
Общую прибыль предприятия можно математически описать следующей формулой:
F(Y(X))=max(* — * — * –
- * — * — * — )