После завершения литья в литейном цехе отливка должна быть перенесена в цех, где происходит ее окончательная обработка. Для выполнения этой обработки служит так называемый агрегат доводки, которым управляет один оператор. Доводка состоит из двух процедур, условно называемых «процедура 1» и «процедура 2». В целом совокупность операций по доводке отливки определяется следующей последовательностью этапов.
|
Номер этапа по доводке |
Время выполнения этапа (мин.) |
|
1 |
80±20 |
|
2 |
15±5 |
|
3 |
95±15 |
|
4 |
30±5 |
-
Выполнить процедуру 1.
-
Повернуть отливку.
-
Выполнить процедуру 2.
-
Кантование отливки:
а) выгрузить обработанную отливку из агрегата;
б) уложить обработанную отливку;
в) поднять следующую необработанную отливку из штабеля необработанных отливок;
г) загрузить ее в агрегат;
д) вернуться к этапу 1.
Для выполнения второго и четвертого этапов требуется подъемный кран, во время выполнения первого и третьего этапов этот кран простаивает. Распределение времени, затрачиваемого на выполнение этапов по доводке отливки, приведено в таблице.
Поскольку этапы 1 и 3 требуют относительно много времени, простой крана может оказаться значительным, если он будет обслуживать только один агрегат доводки. С другой стороны, если кран будет обслуживать несколько агрегатов, могут возникнуть простои агрегатов из-за ожидания освобождения крана.
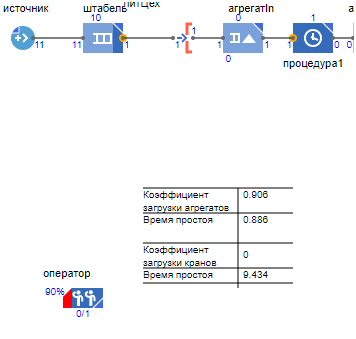
Руководство цеха доводки интересует вопрос, при каком соотношении кранов и агрегатов достигается баланс в использовании оборудования, который заключается в минимальном простое как кранов, так и агрегатов доводки.
Постройте имитационную модель, проведите моделирование для 40-часовой рабочей недели и постарайтесь определить на модели такое соотношение числа кранов и агрегатов доводки, которое приводит к минимальному дисбалансу.
Данная система является сетью систем массового обслуживания, т.к. она определяется дискретно-событийным характером протекающих в ней процессов, в которых участвуют агрегаты, краны (устройства обслуживания) и обрабатываемые ими отливки (транзакты). Используемые в СМО параметры:
T1 – время выполнения 1-го этапа
T2 – время выполнения 2-го этапа
T3 – время выполнения 3-го этапа
T4 – время выполнения 4-го этапа
N1 – число агрегатов
N2 – число кранов
Z-суммарный коэффициент простоя кранов и агрегатов